The choice of Stainless steel material for food and beverage industrial
Most of the challenges facing the use of stainless steel in dairy and other food processing industries are related to heat exchangers and natural surface water such as well water. Like breweries, most food-related industries frequently use hot media that are heated by steam or cooled by water, which is associated with pasteurization and sterilization, and thus often encounter problems such as stress corrosion cracks. In general, food processing does not corrode standard stainless steel such as AISI304 or 316. However, the wide range of processing methods in this industry leads to many different corrosion failures. Such as:
- Erosion/corrosion in stainless steel milk heat exchangers.
- Uniform corrosion caused by lactic acid and other organic acids at high temperature.
- Microbial corrosion caused by surface water or well water.
- Stress corrosion cracks, mainly “chloride crack”.
- Corrosion fatigue caused by vibration.
For plate type heat exchangers in the dairy industry, whey, milk and process water are processed through plate heat exchangers made of 1.4401 stainless steel, as shown in the table below.
| Products | Inlet temperature, ℃ | Outlet temperature,℃ | Pressure |
| Whey | 30 | 10 | Medium |
| Milk | 7 | 30 | High |
| Process water | 57 | 14 | Low |
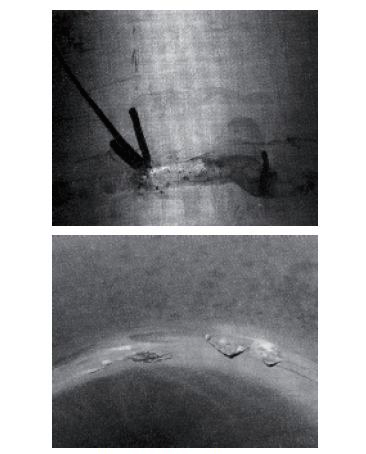
In order to avoid leaking contaminated food, the pressure of process water is kept as low as possible. Leakage occurs when the thin plates collide with each other at the pressure point, which is caused by fatigue cracks in the thin cross-section after the pressure point is eroded and corroded. Metallographic microscopic study of the section shows that no stress corrosion crack has occurred. Since the low pressure is on the process waterside, coupled with pressure fluctuations and fluid flow vibrations, erosion/corrosion occurs on this side. The way to avoid the physical collision of the plates is to change the pressure and pressure fluctuation or increase the spacing between the plates.
Microbial corrosion caused by well water
 The food industry usually uses well water. The iron content in well water is quite high, which can activate iron-related bacteria and cause severe corrosion. One of the commonly used water treatment methods is to remove iron from well water in order to make food taste better and to avoid corrosion of packaging and processing equipment after cleaning and rinsing. Surface and well water also contain a number of types of microorganisms that are active in both aerobic and anaerobic conditions. Aerobic iron-related bacteria oxidize iron ions, while anaerobic iron-related bacteria reduce iron ions. These two reactions are ultimately classified as microbial corrosion (MIC). Other microorganisms may also be active in the water such as sulfuric acid-reducing bacteria, acid-producing bacteria. In the same biofilm, aerobic bacteria and (below) anaerobic bacteria may be active.
The food industry usually uses well water. The iron content in well water is quite high, which can activate iron-related bacteria and cause severe corrosion. One of the commonly used water treatment methods is to remove iron from well water in order to make food taste better and to avoid corrosion of packaging and processing equipment after cleaning and rinsing. Surface and well water also contain a number of types of microorganisms that are active in both aerobic and anaerobic conditions. Aerobic iron-related bacteria oxidize iron ions, while anaerobic iron-related bacteria reduce iron ions. These two reactions are ultimately classified as microbial corrosion (MIC). Other microorganisms may also be active in the water such as sulfuric acid-reducing bacteria, acid-producing bacteria. In the same biofilm, aerobic bacteria and (below) anaerobic bacteria may be active.
When using well water to treat canned vegetables (flush and cool after pasteurization). Where water does not flow for a long time, 316L manufactured pipes will leak within six months due to the high temperature of the water. The well water itself is cold (below 10 ° C), but can easily rise to 30 ° C in summer if it remains stationary in the pipe for a long period of time. Compared with Legionella, corrosive biofilms formed at higher activity rates at higher temperatures.
Pitting corrosion caused by chlorine disinfection and sterilization
Sodium hypochlorite is commonly used in cleaning and disinfecting stainless steel equipment. If the concentration of sodium hypochlorite is too high or the cleaning and disinfection time is too long, sodium hypochlorite will cause serious corrosion of stainless steel, especially when the temperature is above 25℃.
Stress corrosion fracture
There is a risk of chloride stress corrosion fracture at temperatures above 60 ° C. As cold deformation, tensile stress and chloride content increase, the risk increases. Compared with the cold-deformed pipe without annealing, the annealed pipe is insensitive to chloride stress corrosion fracture. The outside of straight-seam welded steel tubes used in the dairy industry is much more sensitive to chloride, due to tensile stresses in the section caused by bending during the manufacturing process. In other applications, tubular heat exchangers may be responsible for chloride stress corrosion cracking. Chloride stress cracks are more likely to develop on one side of the shell if the temperature exceeds 60 ° C. AISI 304 and 316 are sensitive to this problem and there is a risk of stress corrosion fracture when used in sugar evaporators where ferritic stainless steels can be used instead. Ferritic stainless steel AISI 441 has been widely used in the sugar industry, especially AISI 439. In practical use, the choice of piping is developed in 304 stainless steel and 439 stainless steel. 304 stainless steel for shorter pipes and 439 for longer pipes.
304 stainless steel: The steel can be selected when the length of the pipe is less than 3 meters. The thermal expansion coefficient of 304 stainless steel is 1.8×10-2mm/m℃, which is much larger than that of carbon steel. When the vessel is at a high temperature, the thermal stress of the pipe is high. AISI 304 stainless steel pipes were annealed after straight seam welding in the factory.
439 Stainless Steel: ASTM439 is a titanium stabilized ferritic stainless steel (17% ~ 19%Cr) used for evaporators or coils up to 5 m in length. The risk of stress corrosion fracture is greater when the length of the pipe is more than 7 m, the concentration of chloride is high, and the degree of cold deformation is high. No stress corrosion fracture occurs in ferritic stainless steels such as AISI 439. In order to avoid crevice corrosion, if corrosion resistance and sanitary conditions allow, people usually use the heat exchanger with the shell is thick carbon steel plate and the inner wall is thin thickness AISI439 steel pipe. In this way, carbon steel can provide cathodic protection for the thin-walled stainless steel pipe, and can reduce the design and production cost and prolong the service life.

